Ceci est la retranscription d'un long "thread" que j'ai publié sur Twitter pendant le confinement, à l'occasion de la préparation d'une aquatinte. Le style haché propre à ce format n'est pas forcément agréable, mais j'ai trouvé le contenu suffisamment travaillé pour figurer de manière plus pérenne ici. J'ai juste reformaté très légèrement et corrigé quelques coquilles.
~
Aucune idée de quand je pourrai l'imprimer, mais j'ai commencé une nouvelle aquatinte en pixel-art, deux fois plus grande que la première. Meilleur passe-temps.
Bon, vu qu'on a tout notre temps, cette nouvelle gravure est l'occasion d'un long thread WIP agrémenté d'explications sur la taille-douce et l'aquatinte en particulier. Je le mettrai à jour au fur et à mesure de l'avancée de la plaque.
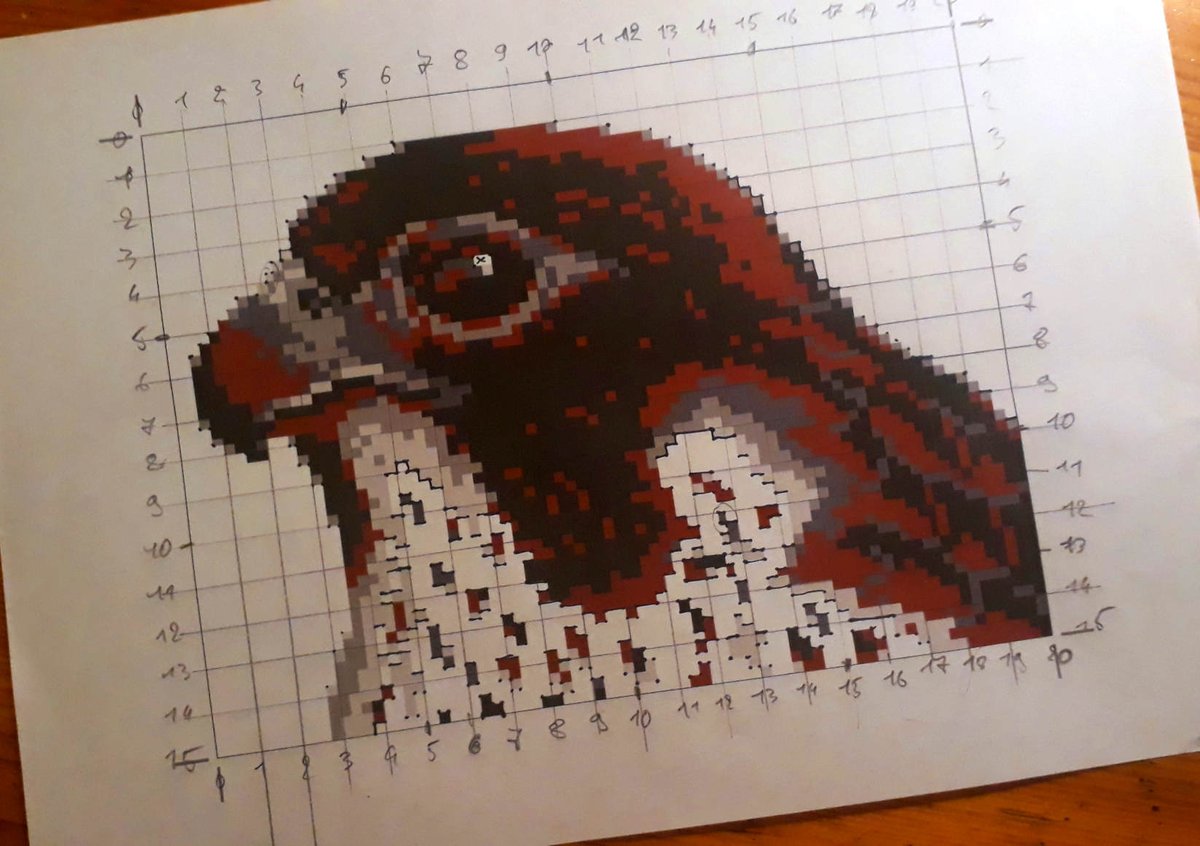
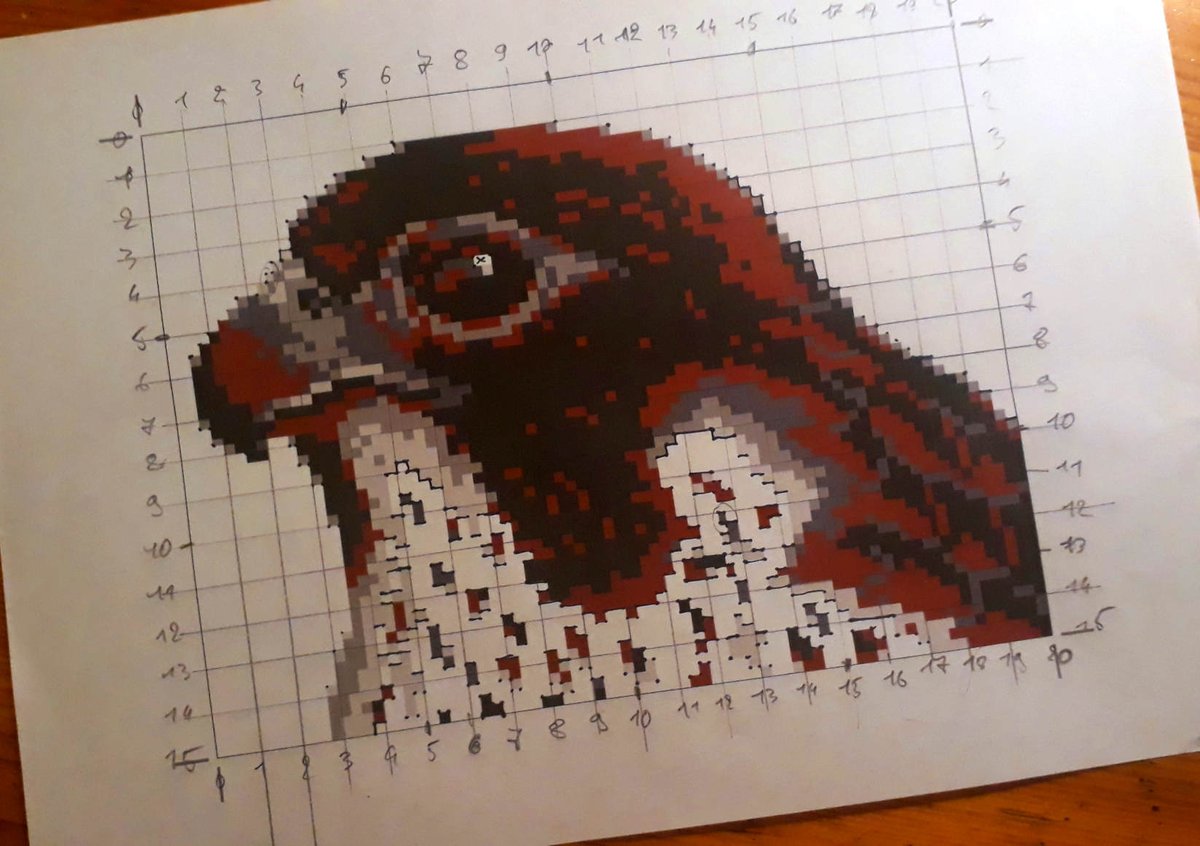
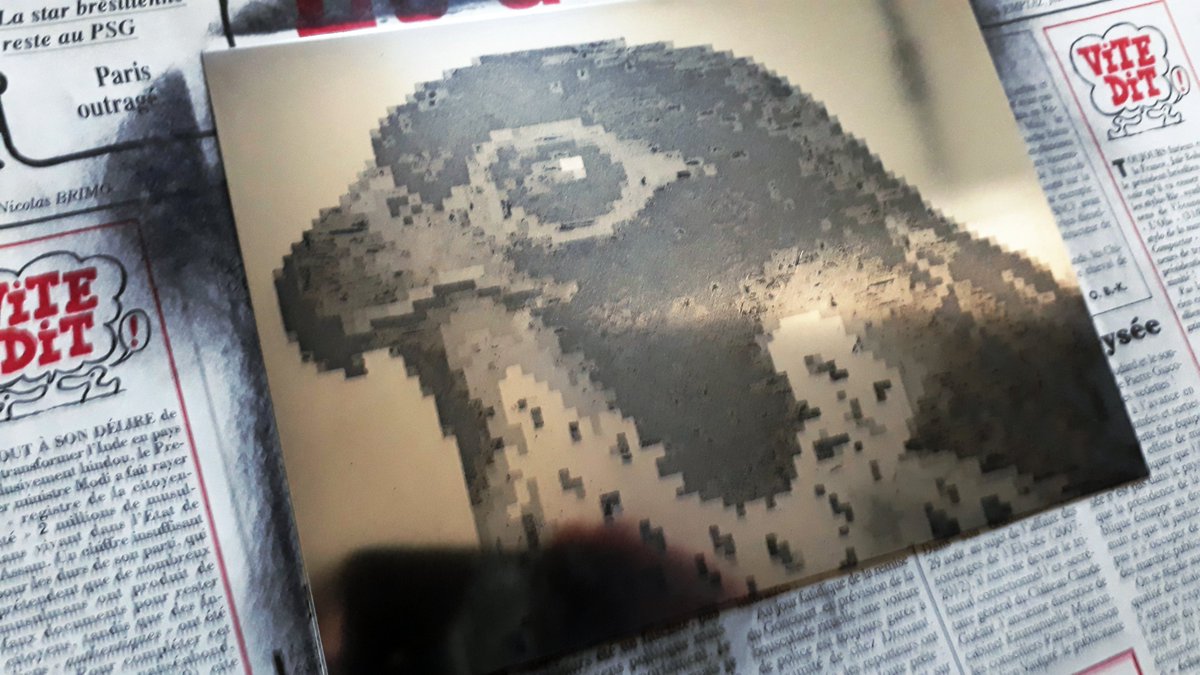
Alors déjà, je vous montre ce que je cherche à graver : une tête de Faucon pélerin en niveaux de gris (et en pixel-art pour le fun, mais ça n'a pas iMportance pour la suite). Le rouge en vrai c'est du gris foncé, c'est juste pour mieux voir la différence avec le noir sur ce plan.
Maintenant, un peu d'explications sur la technique de l'aquatinte que je vais utiliser ici… Ça va être un peu long, à chaque fois que j'explique ça à l'oral je perds quelqu'un, je vais essayer de faire mieux là :P
Dans la grande famille de la gravure, on a la "taille d'épargne" (gravures sur bois, sur lino, etc.), qui fonctionne sur le principe du tampon : l'encre ne se dépose que sur les parties qui n'ont pas été évidées dans la matière et qui restent en relief. Quelques exemples.
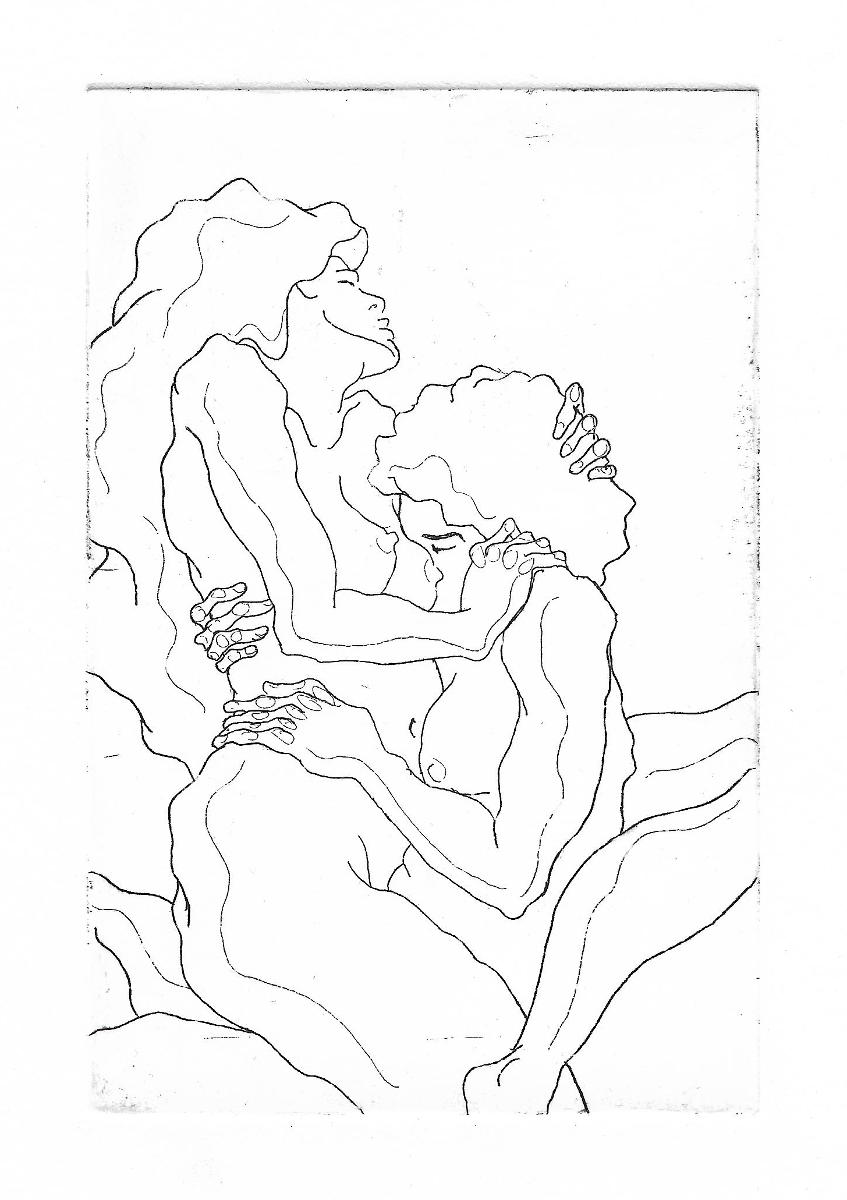
De l'autre côté, il y a la "taille-douce", c'est-à-dire les techniques de gravure superficielle sur métal, qui fonctionnent à l'envers : ce qui sera imprimé sur le papier correspond à l'encre qui sera retenue par les creux de la plaque. Quelques exemples.
Quand je dis "creux", il faudrait plutôt parler d'"aspérités". Pendant l'encrage, on recouvre tout puis on essuie scrupuleusement, et toute partie non lisse de la plaque retiendra de l'encre. La moindre rayure ou irrégularité, ce qui permet des détails extrêmement fins.
La taille-douce se décline en plein de techniques différentes, qu'on peut elles-mêmes classer en directes et indirectes. Directe quand on grave directement le métal avec des outils, indirecte quand on passe par un bain de solution chimique qui creuse le métal pour nous.
On appelle ce processus la "morsure" et on parle de "mordant" pour décrire la solution. Celle-ci varie en fonction des époques, du budget, des soucis de sécurité et surtout du métal utilisé, mais c'est traditionnellement un acide.
Pour les techniques indirectes, le principe est toujours le même : on protège (souvent avec un vernis) les zones de la plaque qu'on ne veut pas mordre et on laisse exposées les autres au mordant. Plus on trempe longtemps, plus la morsure sera profonde et retiendra l'encre.
On peut réaliser plusieurs bains pour une même plaque, en réduisant progressivement la zone exposée, pour avoir des morsures de profondeur variée. C'est ce que j'ai fait sur cette eau-forte simple, où on voit deux épaisseurs de trait différentes.
Tout ça marche bien pour des traits, mais pour obtenir des gris et sur des zones entières, comme pour mon faucon, on fait comment ? Car en fait, si on mord une grande surface, on aura juste une dépression uniforme dans la plaque qui ne retiendra pas l'encre lors de l'essuyage.
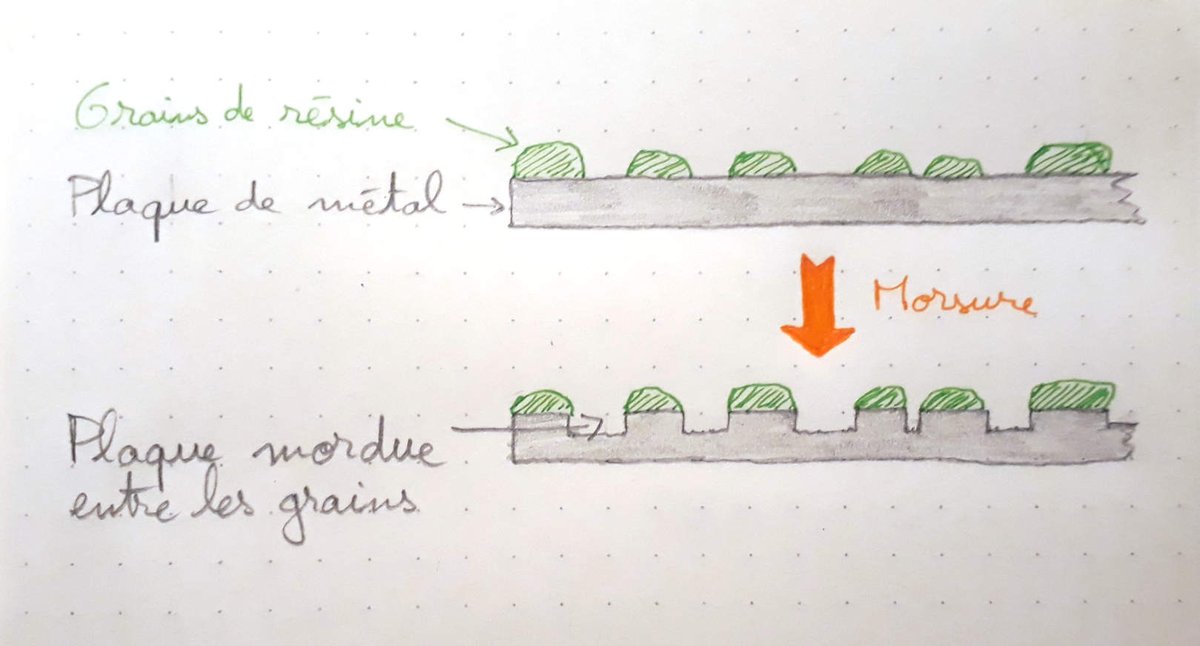
Du coup, pour obtenir une surface grise, il faut créer une texture d'aspérités. En taille directe, on va créer des hâchures, du grain, etc. avec divers outils. En indirecte, on utilise l'aquatinte là aussi pour créer une texture granuleuse, mais avec le mordant.
Pour ça, on saupoudre d'abord la plaque d'une poudre très fine issue de la résine de pin, qu'on fait ensuite chauffer. En fondant, la poudre va se transformer en goutelettes qui vont adhérer à la plaque et agir comme autant de minuscules points de vernis.
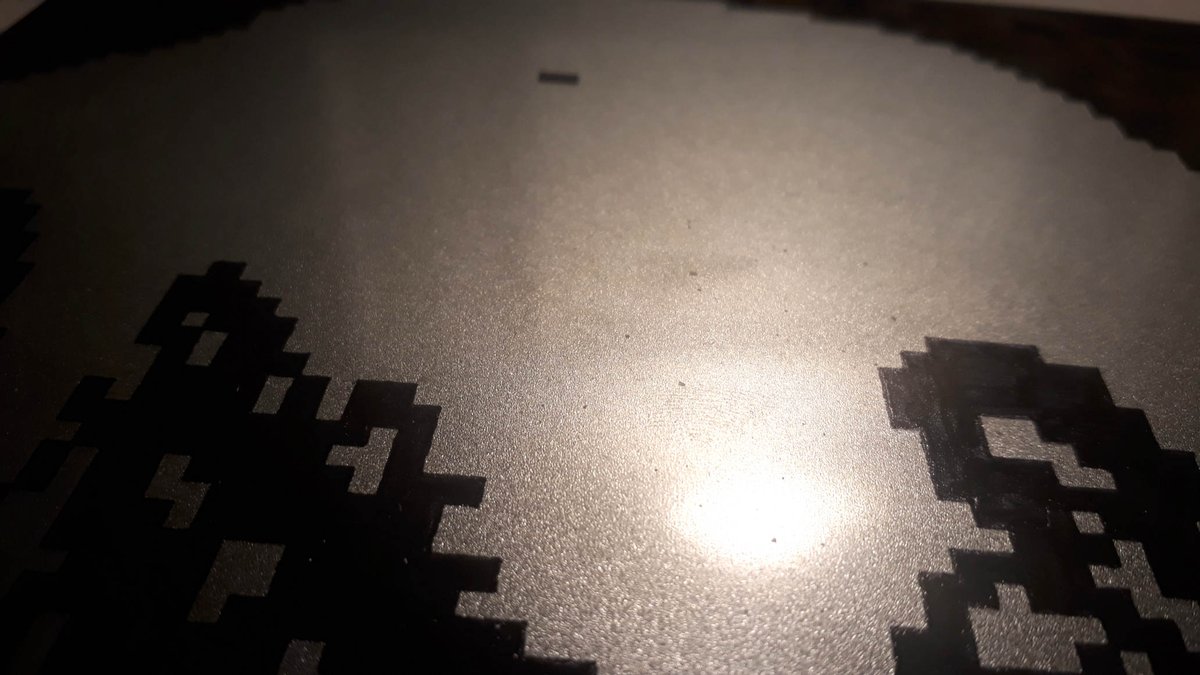
J'ai fait ça à l'atelier avant le confinement donc je peux pas vous montrer le dépôt de la poudre et sa cuisson, mais on voit bien le résultat : la résine collée à la plaque.
Maintenant qu'on a une plaque prête, on peut définir les surfaces à protéger ou à exposer à la morsure, pour "monter nos gris" par bains successifs. On travaille du blanc vers le noir, sans possibilité de revenir en arrière.
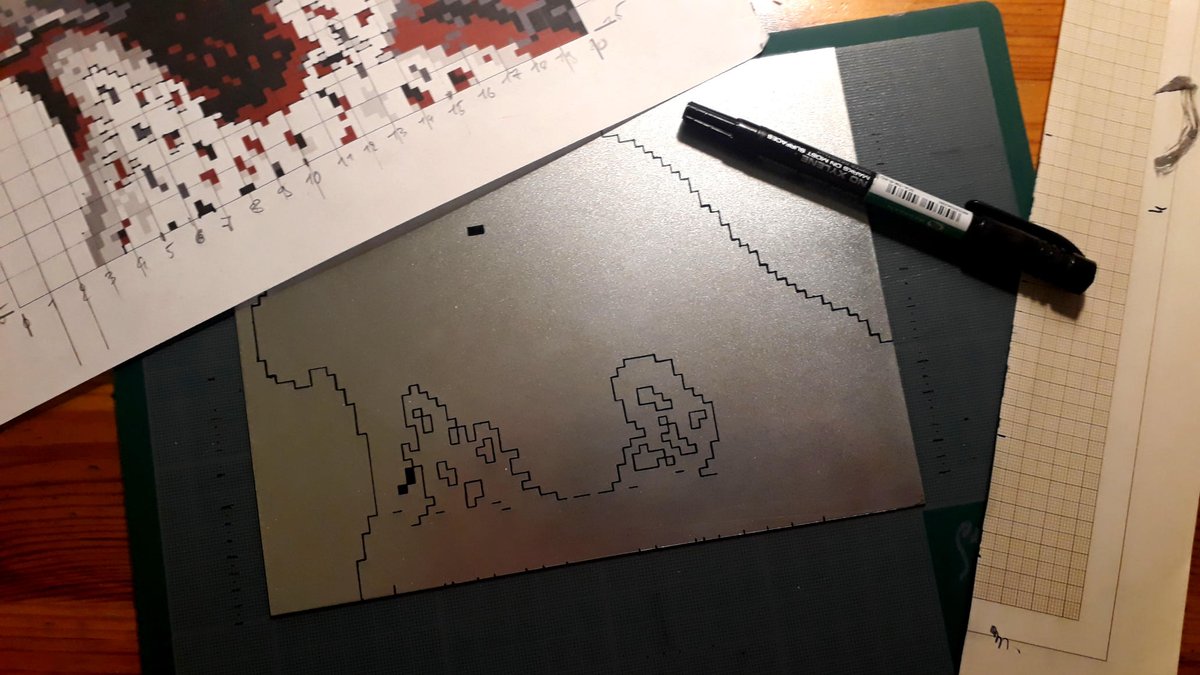
C'est ce que j'ai fait en commençant par protéger toutes les zones blanches de mon dessin, qui ne seront donc jamais mordues. J'ai utilisé du vernis au pinceau pour la grosse surface, et du feutre indélébile pour les zones tordues, ça marche aussi dans certaines limites.

Et voilà, ma plaque est presque prête à connaître son premier bain.
Vous aurez noté que dans le tweet précédent j'ai dit "presque prête". C'est qu'il y a une étape importante à ne pas oublier avant de plonger une plaque dans le mordant. Vous devinez laquelle ?
Eh bien, une plaque a deux faces :) Et il faut s'assurer que l'arrière, qu'on ne grave pas, soit intégralement protégé, sinon ça créé des problèmes. Déjà, la plaque va prendre cher et perdre son plat régulier qui assure un tirage propre.
Ça va aussi ruiner le mordant très vite en le faisant réagir inutilement, et la plupart des mélanges sont onéreux. Et surtout, il y a un risque à exposer d'un coup une grande surface de métal à la réaction chimique : dégagement de gaz et de chaleur, bouillements, etc.
Ça dépend des combinaisons métal/solution, mais ça peut être dangereux. Si vous voulez ne pas vous faire mal voir par un⋅e chef⋅fe d'atelier de gravure, le premier réflexe à prendre est de protéger l'arrière des plaques :)
Bref, j'ai pas oublié et j'ai recouvert l'arrière de ma plaque avec une feuille de plastique collant (on peut aussi mettre du vernis comme celui qu'on utilise sur la face avant) et là ma plaque est vraiment prête à faire plouf.
À propos du mordant… Traditionnellement, on mordait le zinc et le cuivre à l'acide nitrique (dont l'ancien nom est "eau-forte", dis donc !). Mais la plupart des ateliers utilisent maintenant des mordants moins nocifs pour les gens et l'environnement.
Pour le cuivre, on utilise du perchlorure de fer. Si vous avez fabriqué des circuits imprimés en techno au collège, c'est la même chose ! Et ici pour le zinc, on peut utiliser un mélange sulfate de cuivre et sel dilué dans l'eau, qu'on nomme parfois "mordant de Bordeaux".
Ça se neutralise facilement au bicarbonate de soude, ce n'est pas violemment exothermique, et le sulfate de cuivre ça a vraiment un beau bleu. C'est à peu près l'entière étendue de mon savoir là-dessus car je suis une quiche en chimie -_-

Ah, et ça mord le zinc *très* vite. Genre pour comparer, c'est pas rare de laisser un cuivre dans le perchlorure de fer pendant plus d'une heure. Avec le mordant de Bordeaux on peut obtenir la même profondeur en quelques minutes. Pas forcément pour les travaux délicats donc.
Bon, retour à mon faucon ! Le premier bain, ce sera donc pour définir le gris le plus clair. Tout ce qui n'est pas recouvert de vernis sera mordu entre les grains de résine. Pour la durée, vu le résultat de gravures précédentes, je vais procéder par incréments de 30 à 45s.


[~30 secondes + un rinçage rapide plus tard] Tada ! Ah, on ne voit pas la différence ? Oui c'est un peu dur pour l'instant, peu de métal a été attaqué donc y'a rien de flagrant à l'œil nu. Juste quelques résidus dans le mélange qui prouvent qu'il y a bien eu réaction.

N'oubliez pas que c'est juste pour le premier gris, qui est très clair. Maintenant, il va falloir que je couvre les zones que je veux garder en gris clair, comme j'ai fait pour le blanc. Ce qui restera exposé sera mordu une deuxième fois, donc plus profond, pour le gris suivant.
Rdv dans quelques heures !
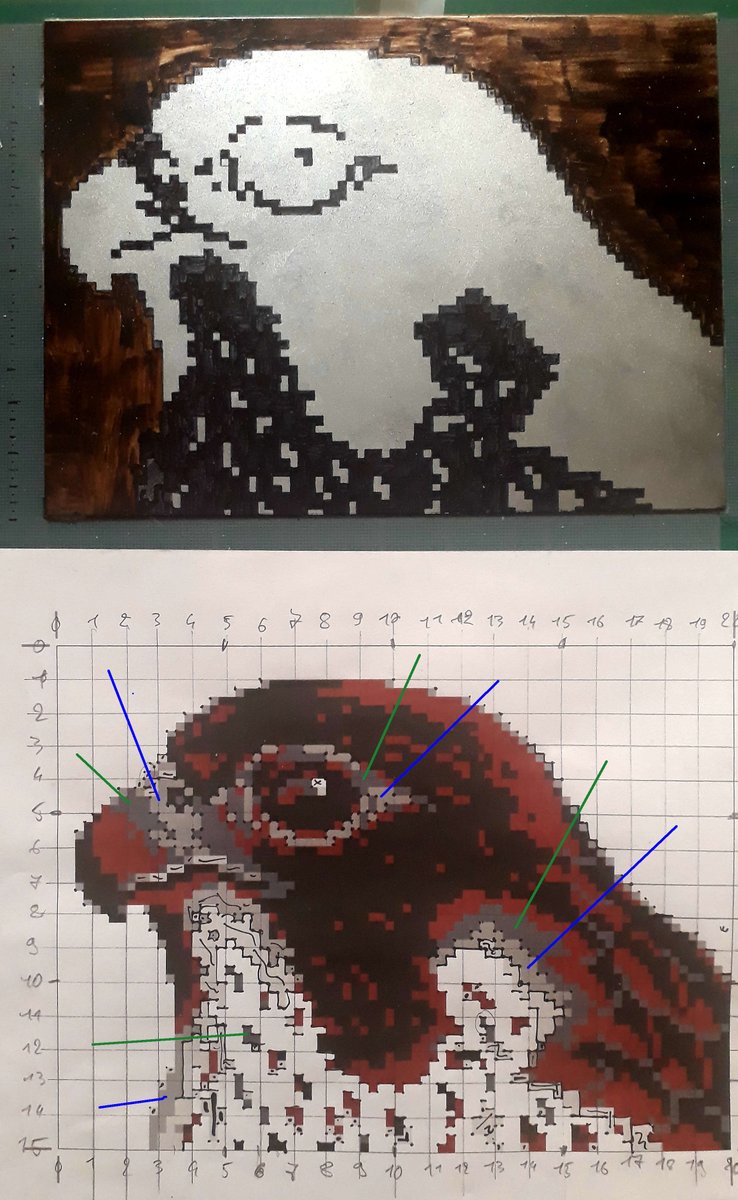
J'ai fini de recouvrir les gris les plus clairs et j'ai remordu la plaque 45 secondes. On aura donc un gris un peu plus foncé sur la surface apparente. Le deuxième gris du dessin. C'est parti pour le conserver en couvrant les surfaces qui lui correspondent avant un 3e bain.
Le 2e gris (zones désignées en bleu) est recouvert, il ne pourra plus bouger. La troisième morsure déterminera le gris d'après (désigné en vert). Et on recommence…
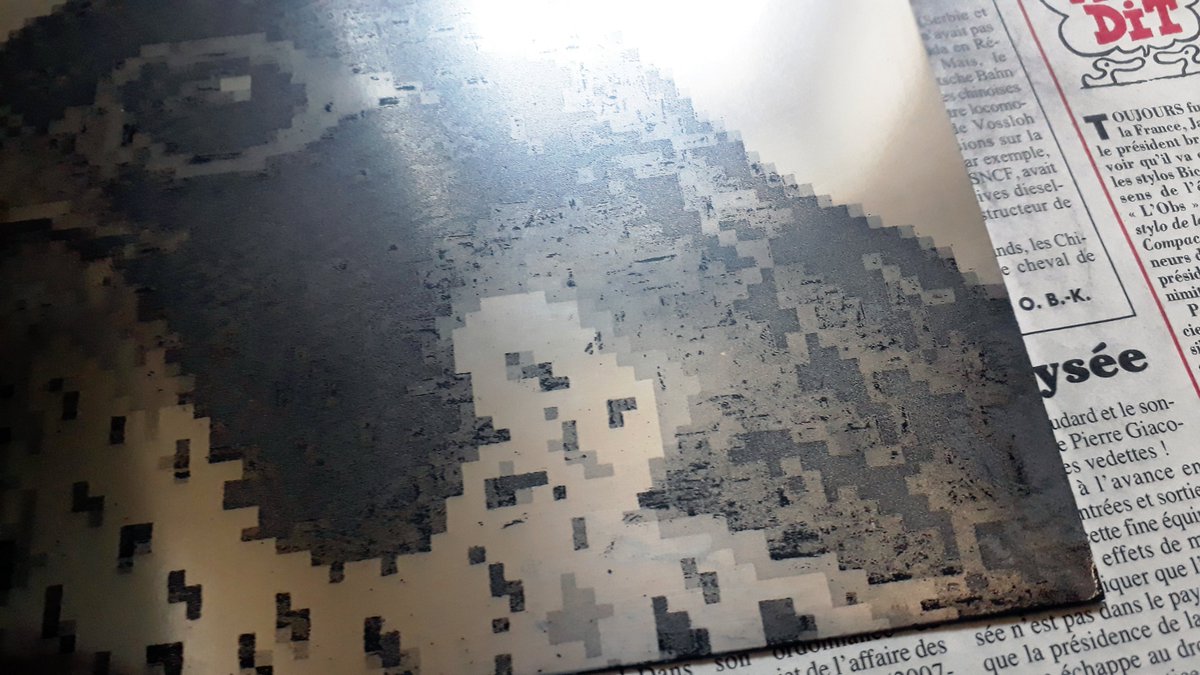
C'est pas flagrant sur les photos, mais après morsure on voit que la partie exposée devient plus sombre. On voit aussi des espèces de traînées irrégulières dues à dépôts, qui sont assez communes avec ce mordant très rapide. Faudra faire avec.
Et ça c'est une erreur, pas bien grave mais il faudra attendre la toute fin pour corriger. Si on laisse, ça imprimera une bordure claire autour d'un carré sombre.

Vous commencez à connaître : avant-dernier gris recouvert, pris avant morsure. Normalement demain je couvre le dernier, je mords le "noir" et je dilue le vernis et la résine pour révéler la plaque. J'espère que ça ira, j'ai l'impression que j'ai un peu sous-estimé les temps

J'ai délimité les réserves pour le dernier gris, ça commence à sentir la fin. Dans quelques heures je fais la dernière morsure et je nettoie tout pour révéler la plaque.

Allez, c'est l'heure du dernier bain ! Comme c'est pour le noir et que j'ai l'impression d'avoir sous-estimé les temps jusque là, j'allonge à 2 min environ pour que ça morde beaucoup.
Un truc que j'avais pas encore montré, ce mordant crée beaucoup de résidus. Pour éviter qu'ils gênent la réaction, on peut les balayer régulièrement, avec une plume pour éviter de rayer la plaque.
Vu le sujet ça aurait été cool et délicieusement snob d'avoir une plume de Faucon pélerin, mais c'est une bête plume de pigeon. Dans un de mes ateliers de formation, on avait une plume d'aigle, gigantesque, c'était n'imp et classe à la fois.

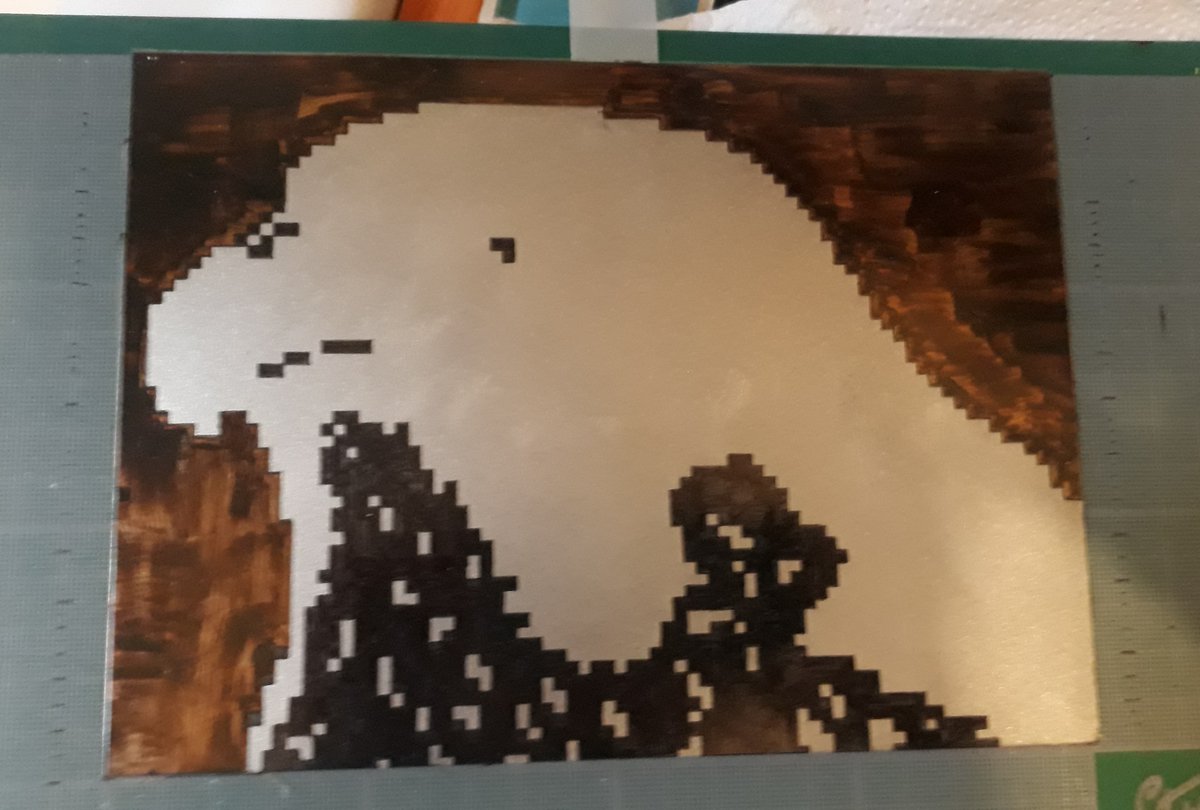
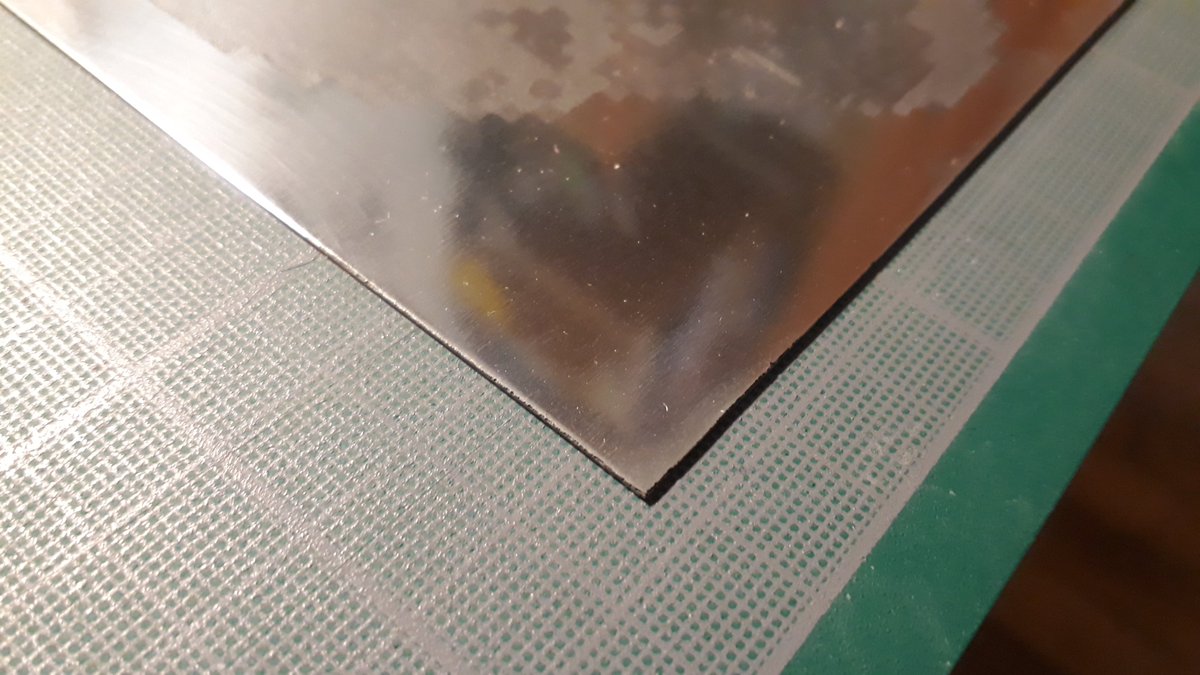
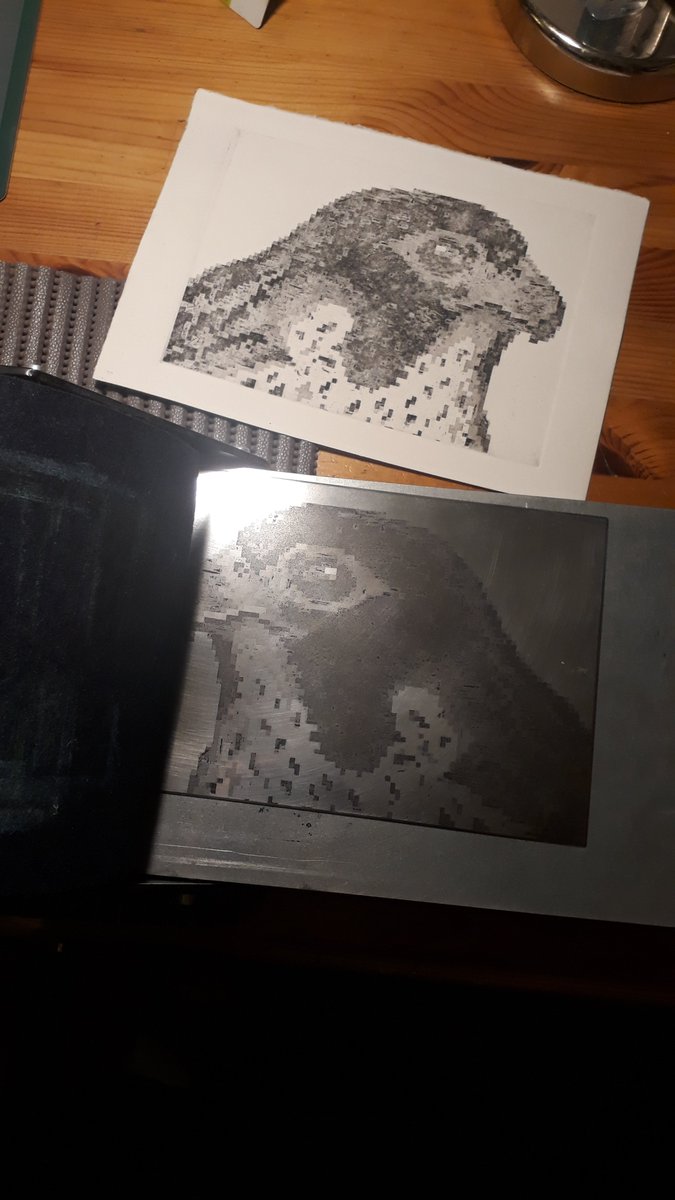
Le dernier bain est fini, il est temps de dévoiler la plaque et de voir le résultat ! C'est la partie sale et qui pue, pas écolo du tout, puisqu'on utilise du white spirit pour dissoudre le vernis et de l'alcool à brûler pour décoller la résine de l'aquatinte. Et faut frotter !


Mais c'est cool de voir enfin tout apparaître ! À première vue, les échelles de gris ont bien fonctionné \o/

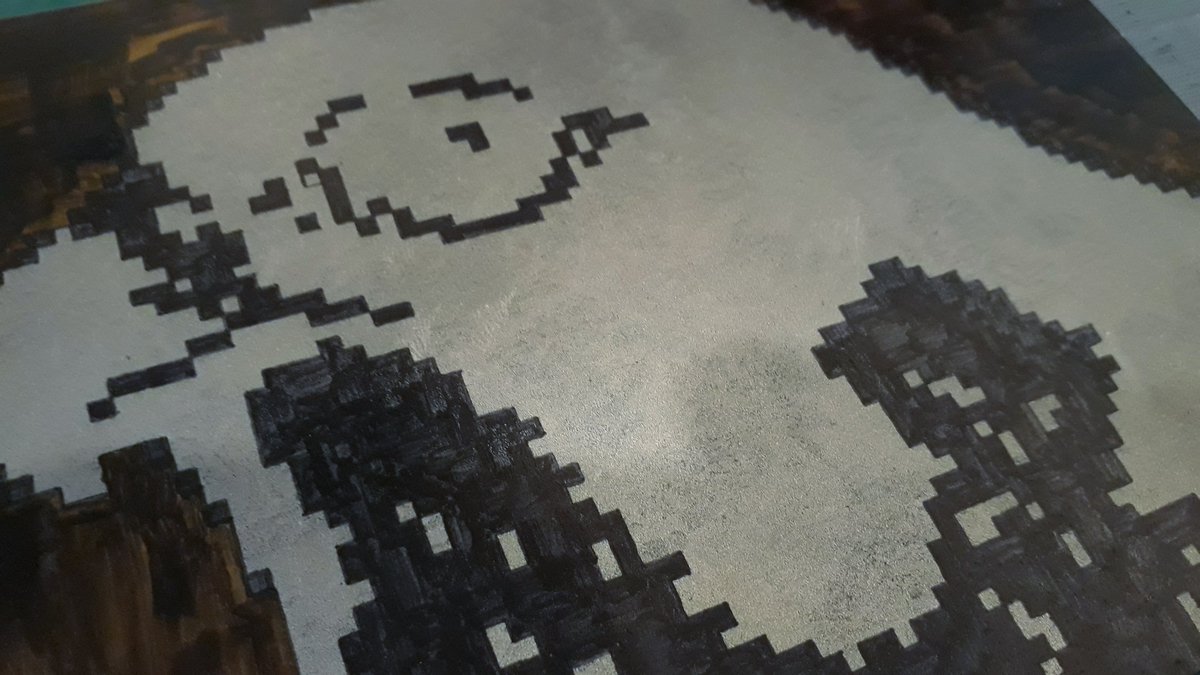
C'est encore mieux après un petit nettoyage (désolé, un jour je saurai faire des photos nettes avec mon téléphone…).
Par contre, de près on voit que la plaque a été mordue profond à plein d'endroits. Apparemment, j'ai été trop confiant dans le pouvoir couvrant de mon feutre sur des grandes surfaces (il commençait à fatiguer), et le mordant a pu s'infiltrer.
Tant pis, on dira que ça donne du caractère :)
Voilà, la phase de gravure est terminée !
Mais si on fait ça, c'est bien pour imprimer sur papier. Ça va être chaud chez moi mais j'essaierai peut-être avec une mini-presse pas faite du tout pour… Je continuerai ce thread si ça vaut le coup :)
Bon, j'ai tenté une impression chez moi ! Vu le matos à disposition le résultat n'est vraiment pas top, mais ça va me permettre d'expliquer tout le procédé quand même. C'est parti !
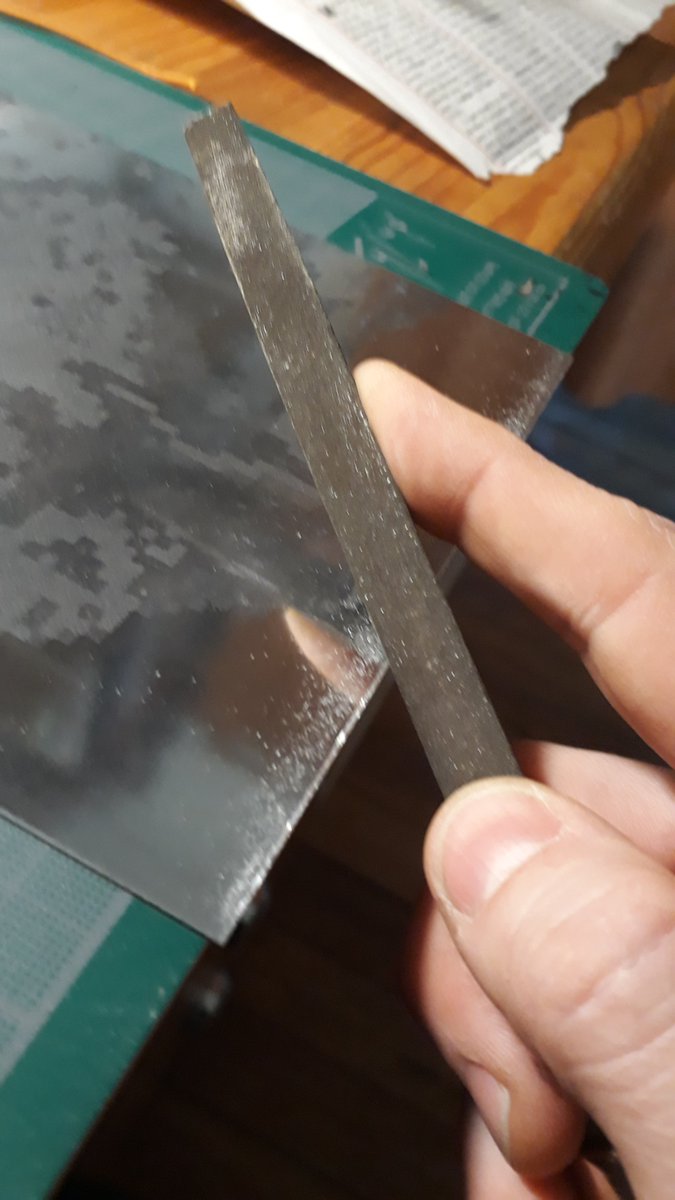
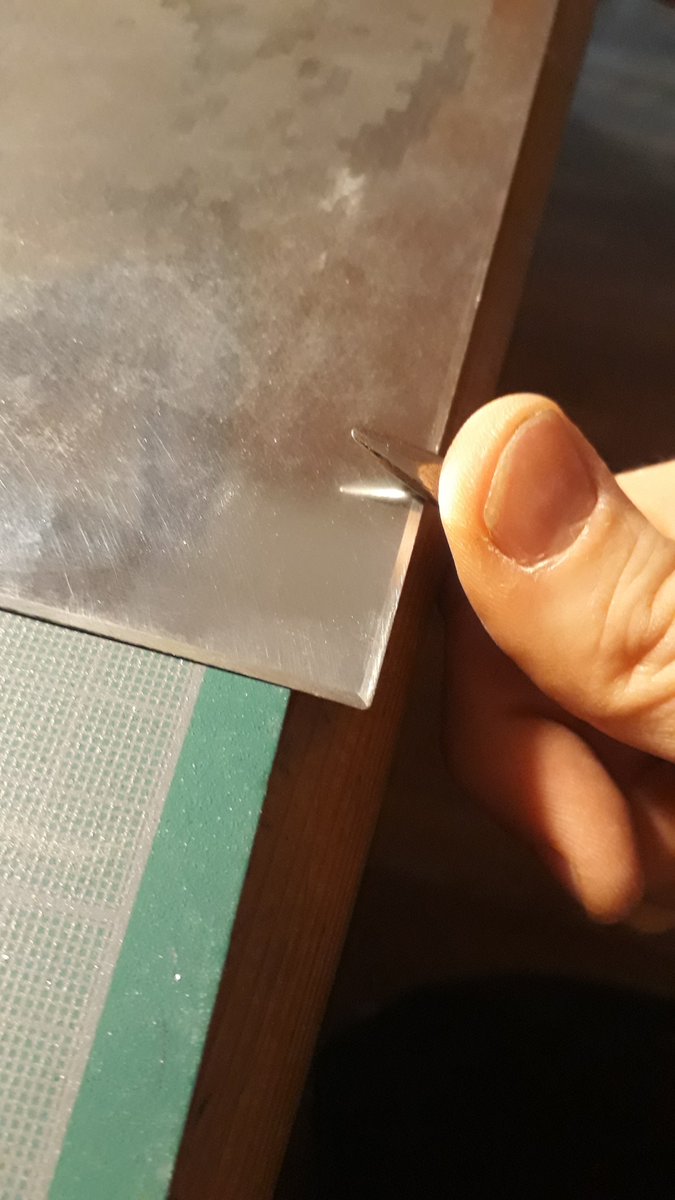
Avant tout, il faut faire subir un dernier traitement à la plaque avant de la passer sous une presse : limer ses bords en biseau. On peut le faire avant la gravure elle-même, mais ici ça aurait sans doute demandé des retouches après les morsures, du coup j'ai attendu la fin.
En effet, sachant que les presses à taille-douce sont des presses à rouleau, il faut absolument faciliter "l'attaque" de la plaque par le cylindre. Si on ne le fait pas, la pression sur les bords déchirera le papier, et on risque d'endommager la presse elle-même.
Du coup, on biseaute les bords, en enchaînant lime à métaux, papier de verre et brunissoir pour obtenir la surface la plus lisse possible. Car là aussi, la moindre aspérité ou rayure restante risque de retenir l'encre et faire sale.

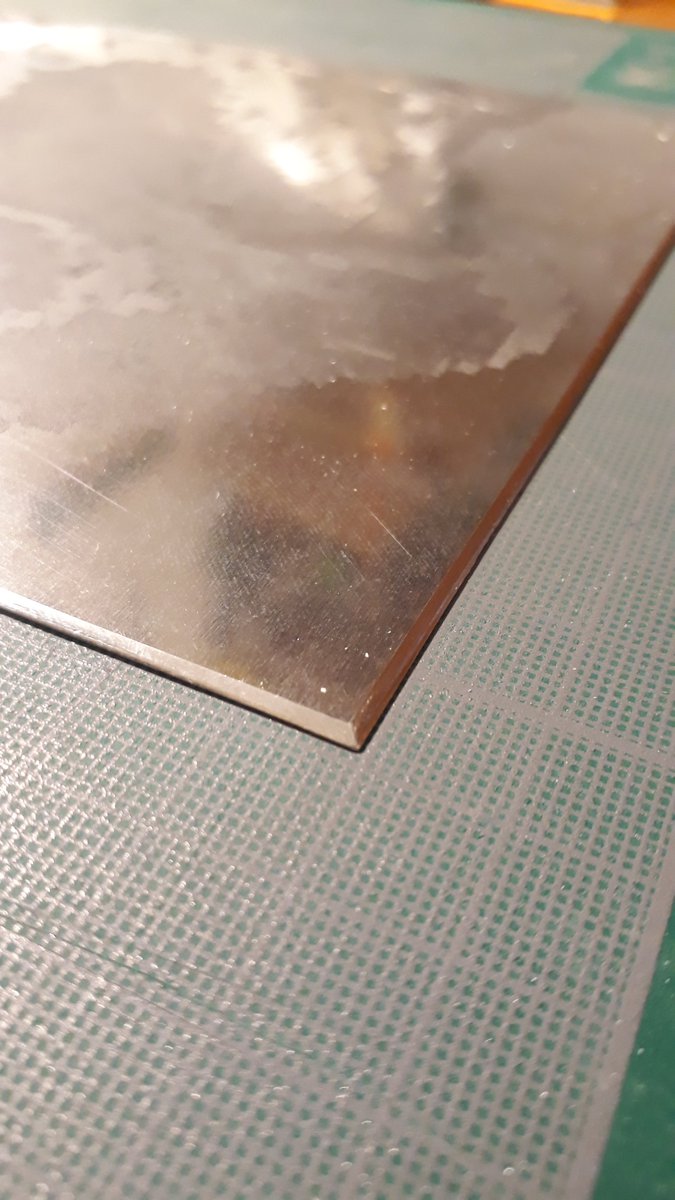
Il y a aussi des considérations esthétiques dans les biseaux. Selon le⋅a graveur⋅se, ils seront plus ou moins larges, prononcés et arrondis sur les bords. Ça participe à la qualité des tirages sur papiers, car c'est tout à fait visible.
Il est temps de passer à l'encrage !

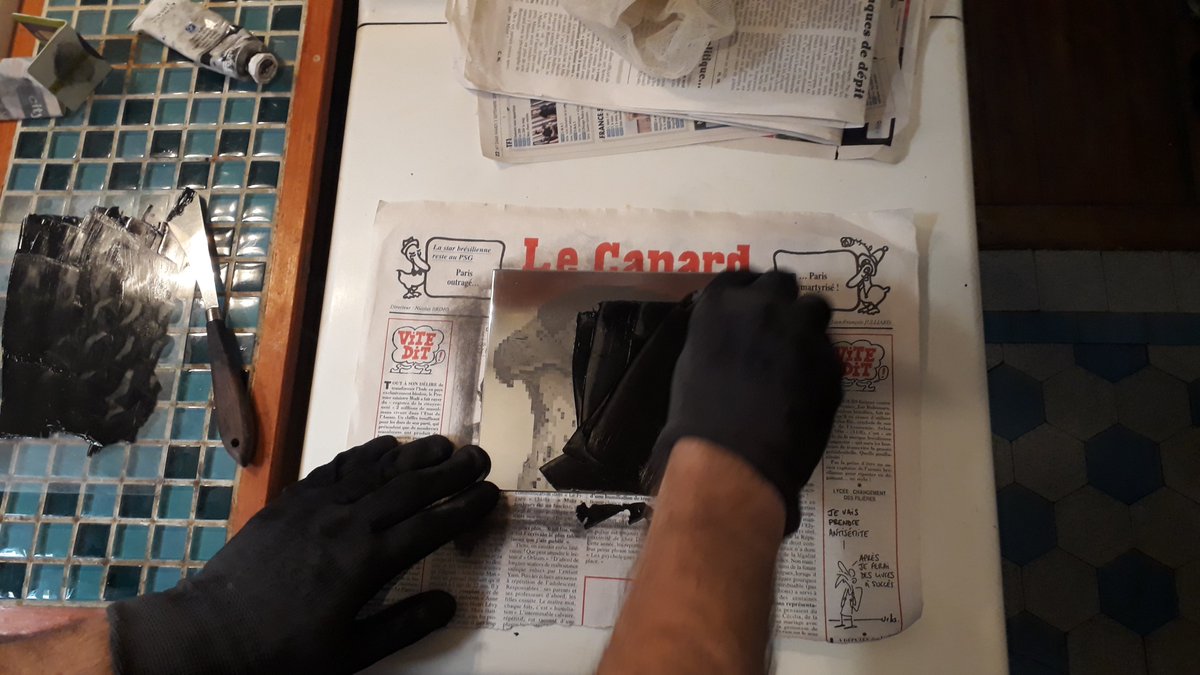
La première étape est de recouvrir toute la plaque d'encre, au rouleau ou à la spatule. C'est une encre spécifique à la taille-douce, qui a la consistance du cirage et qui sent bon (enfin moi je trouve :P).

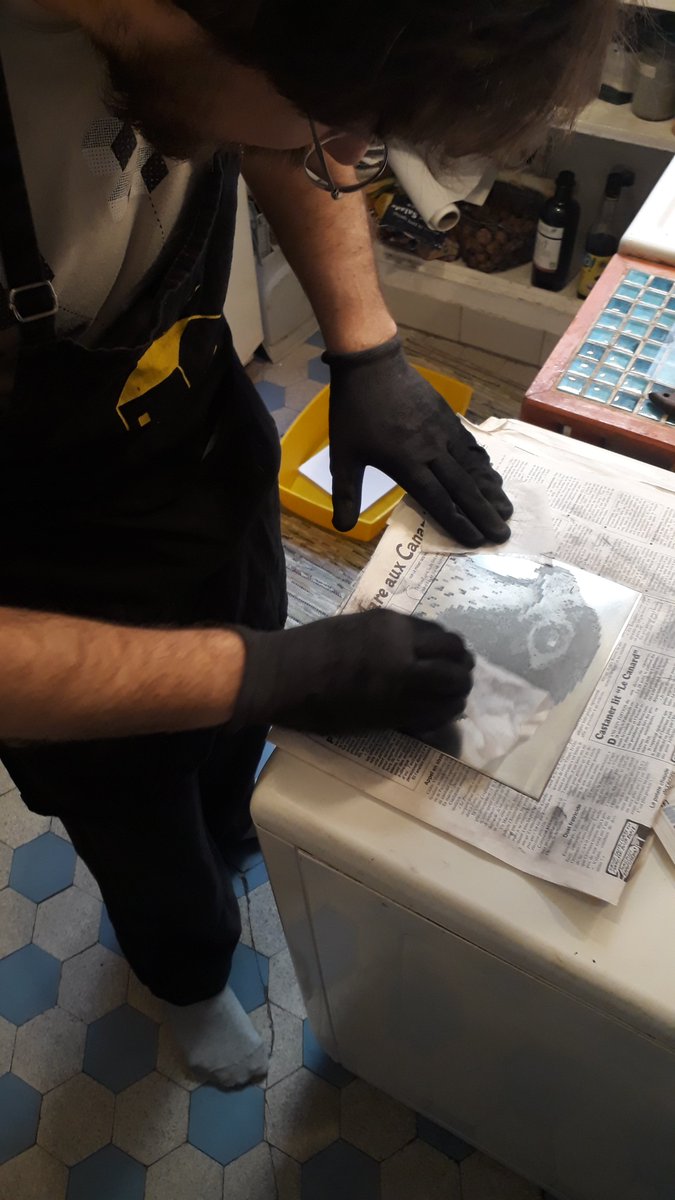
Une fois que c'est fait, on passe à l'essuyage. Il y a plusieurs techniques possibles, mais la plus commune est d'utiliser de la tarlatane, un tissu aux mailles larges assez rigide, qu'on frotte sur la plaque pour enlever progressivement l'encre en surplus.
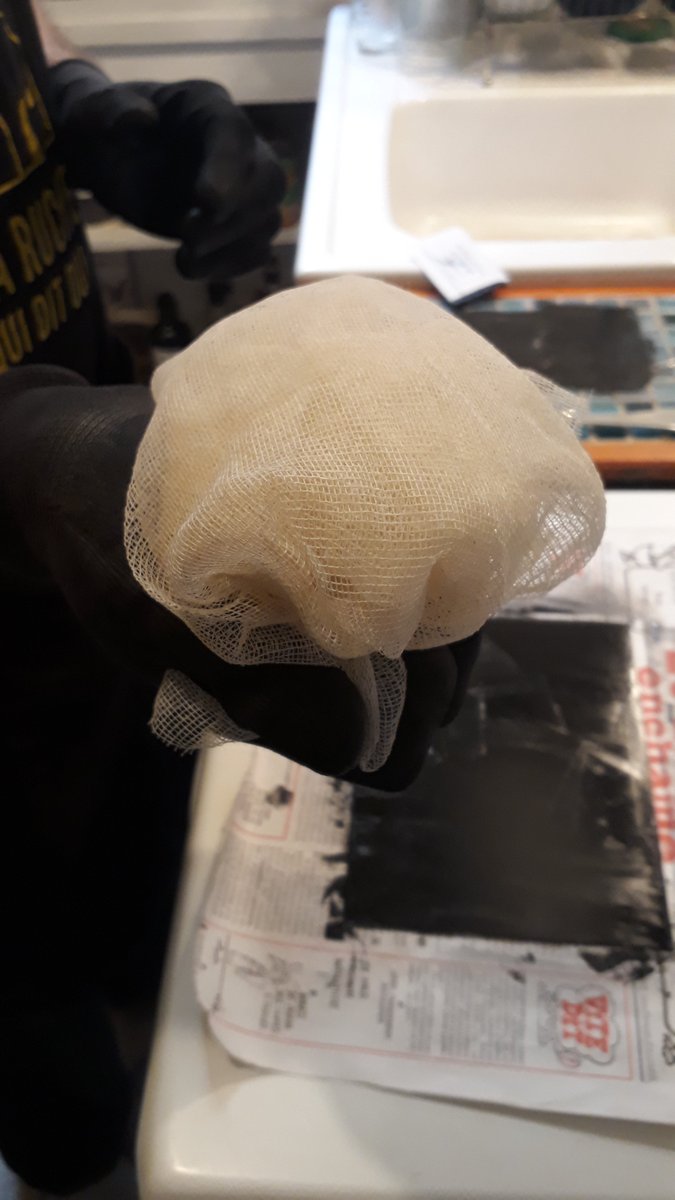

C'est là qu'on voit vraiment le principe de la taille-douce en action : on essuie, on essuie, (c'est long !), les parties lisses de la plaque ne retiennent pas l'encre, les parties creuses la conservent.
Quand on a enlevé le plus gros de l'encre à la tarlatane, on peut passer à un essuyage plus fin, par exemple au papier de soie, pour faire revenir des blancs bien propres sur les parties lisses.

Pour finir, on essuie les biseaux d'un coup de chiffon. Si on les a correctement polis, ils devraient ressortir bien nets et brillants. Voilà, la plaque est encrée !


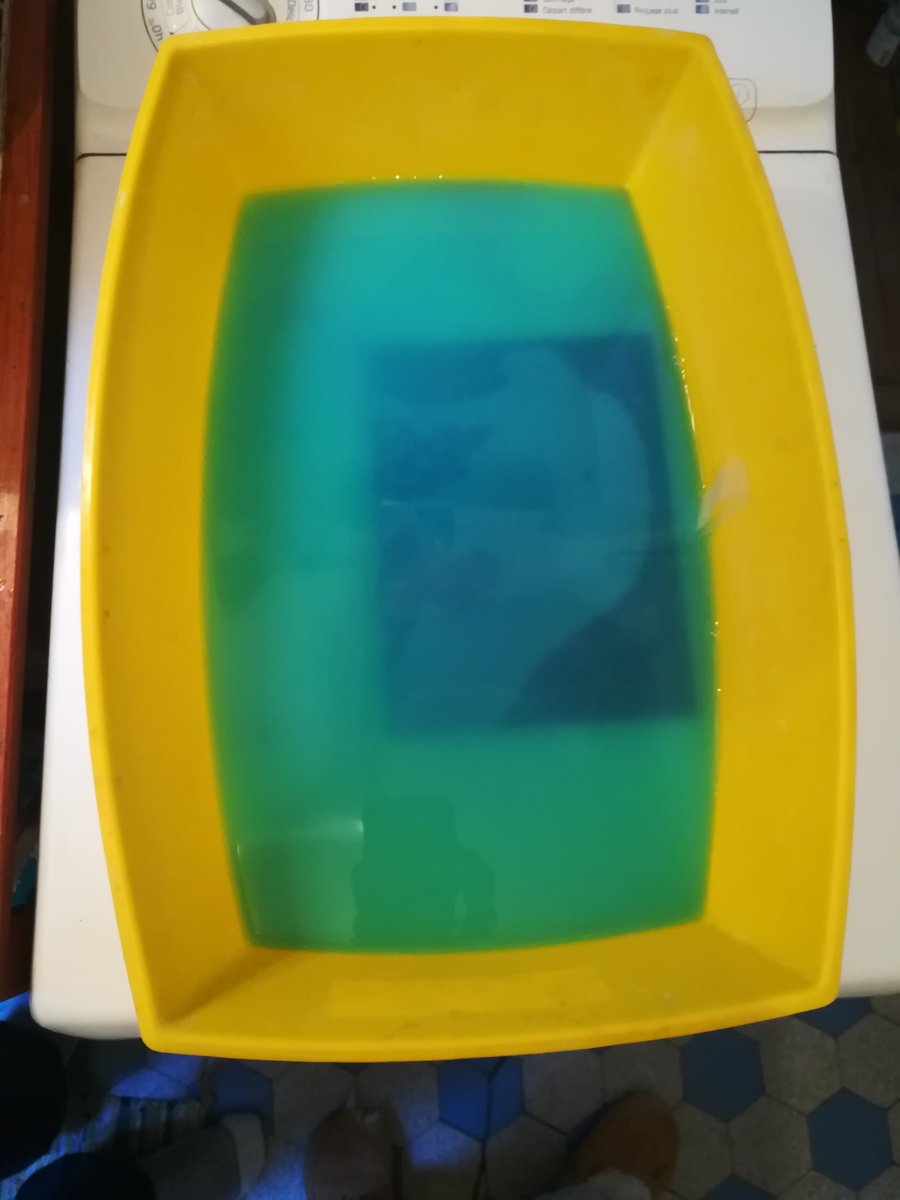
Mais pendant ce temps-là, il fallait aussi préparer le papier (promis c'est bientôt fini ;)). Il faut qu'il soit humide pour aller chercher l'encre dans les creux quand il sera pressé. Du coup on le trempe quelques minutes avant de l'éponger et de le sécher un peu.
Car il faut pas qu'il soit trop humide non plus… C'est toujours une question de réglages :) (Sinon sur la dernière photo je ré-utilise le bac où j'ai mordu ma plaque pour tremper le papier, mais bien sûr on fait pas ça dans un atelier.)
Allez, il est temps de presser tout ça ! Et c'est là que ça se corse, parce que la mini presse que vous voyez là n'est pas faite pour ça. C'est plutôt une presse pour linogravure, où la pression requise est largement inférieure.


Pour comparaison, la presse de mon atelier habituel a un plateau d'environ 1m50 de long, un cylindre d'une trentaine de cm de diamètre, et s'actionne avec une roue d'1m… C'est le genre de pression qu'il faut pour des beaux tirages.
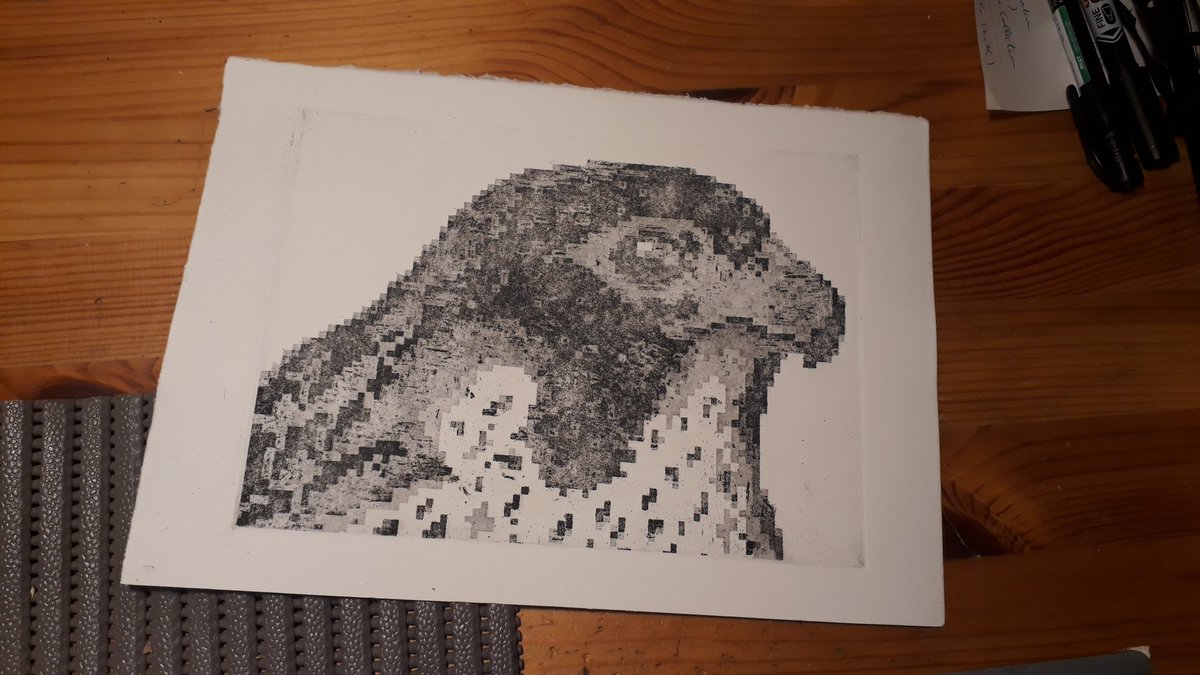
Voilà le résultat. Ce manque de netteté général indique clairement un manque de pression, comme prévu. Mais c'est cool pour un tirage à la main ! Je n'ai plus qu'à attendre X semaines/mois pour pouvoir l'imprimer sur une grosse presse :)
Voilà, cette fois c'est fini ! Merci si vous avez suivi jusque là :) La prochaine fois, je parlerai de manière noire, une autre technique de taille-douce avec laquelle j'ai d'autres plaques en cours.